首页
试卷库
试题库
当前位置:
X题卡
>
所有题目
>
题目详情
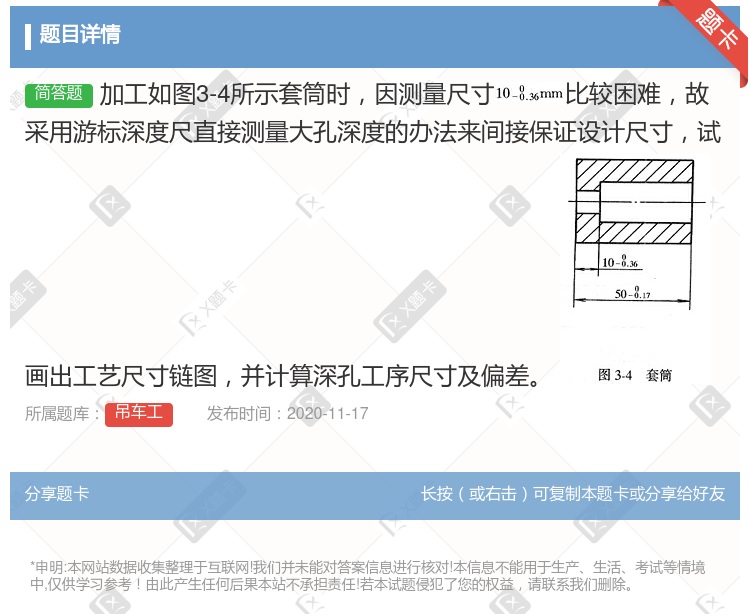
加工如图3-4所示套筒时,因测量尺寸比较困难,故采用游标深度尺直接测量大孔深度的办法来间接保证设计尺寸,试画出工艺尺寸链图,并计算深孔工序尺寸及偏差。
查看本题答案
包含此试题的试卷
吊车工《问答》真题及答案
点击查看
你可能感兴趣的试题
如图所示某同学在做用双缝干涉测光的波长实验时第一次分划板中心刻度线对齐A.条纹中心时图1游标卡尺的示
深孔加工时由于刀杆细长刚性差扩再加上冷却排屑观察都比较困难所 以加工难度较大
加工
装夹
定位
测量
用准确度为0.1mm的游标卡尺测圆柱体外径时在某次测量中主尺和游标尺的示数如图5所示则圆柱体的外径为
4分a.用螺旋测微器测量金属丝的直径示数如图1所示读数为_______________mmb.用游标
1在用游标为10分度的游标卡尺测某工件的尺寸时示数如图所示读数为_______cm2用螺旋测微器测量
6分1用螺旋测微器测量物体的直径示数如图1所示读数为__________________mm2用游标
有一游标卡尺主尺的最小分度是1mm游标上有20个小的等分刻度用它测量一小球的直径如图1所示的读数是m
1用游标卡尺测量某钢管的外径某次游标卡尺主尺的最小分度为1mm的示数如图1所示其读数为cm.2如图2
用游标卡尺测得带轮的部分尺寸如图D-7所示求带轮的外缘直径为多少
加工如图3-4所示套筒时因测量尺寸比较困难故采用游标深度尺直接测量大孔深度的办法来间接保证设计尺寸
有一套筒如图所示内孔端面C的设计基准是B面为便于加工时测量采用以A面为基准测量尺寸A2来间接保证设计
加工图3所示零件要求保证尺寸6±0.1mm由于该尺寸不便测量只好通过测量尺寸L来间接 保证试求测量尺
用游标为10分度的卡尺测量某圆柱的直径由于长期使用测量爪磨损严重当左右外测量爪合在一起时游标尺的零线
十分度游标卡尺的游标尺总长度为_______mm其测量精度为_______mm一般游标卡尺最多可以测
千分尺是一种比较精密的测量量具其测量精确度比游标卡尺高因此常用来测量的工件尺寸
加工精度要求较低
加工精度要求一般
加工精度要求较高
不确定
千分尺是一种量具测量尺寸要比游标卡尺高而且比较用来测量加工要求较高的工件尺寸
用游标为20分度测量值可准确到0.05mm的游标尺测定一个圆筒的深度时卡尺上部分刻度的示数如图甲所示
有一种游标卡尺与普通游标卡尺不同它的游标尺刻线看起来很稀疏使得读数时清晰明了方便正确读取数据图示某游
如图21所示某同学在做用双缝干涉测光的波长实验时第一次分划板中心刻度线对齐A.条纹中心时图1游标卡尺
如图a所示是利用双缝干涉测定单色光波长的实验装置滤光片的作用是_____单缝的作用是________
热门试题
更多
重复定位对工件的定位精度有提高作用是可以采用的
工件被夹紧后六个自由度就全部被限制了
两销一面定位常采用一个短圆柱销一个短圆锥销这样既可避免重复定位又不增加转角误差
选择定位基准时应遵循基准重合和基准统一原则
辅助支承不起消除自由度的作用主要用以承受工件重力夹紧力或切削力
车削加工热处理工序安排的目的在于改变材料的性能和消除内应力
对于旋转精度要求高的机床主轴常选用较高精度的轴承安装在主轴的前端
最终热处理包括淬火渗碳淬火回火和渗氮处理等安排在半精加工和磨削加工之后
为保证工件达到图样所规定的精度和技术要求夹具的定位基准与工件上的设计基准测量基准应尽可能重合
夹具的夹紧力作用点应尽量落在工件刚性较好的部位以防止工件产生夹紧变形
工件定位时若夹具上的定位点不足六个则肯定不会出现重复定位
测量检验两顶尖安装加工的偏心轴百分表读数的最大值和最小值之差即为偏心距
机械加工中夹具的合理使用可保证加工精度提高劳动生产率
车削过程中发生振动刀具相对于工件将作切入和切出运动
采用一夹一顶加工轴类零件限制了六个自由度这种定位方式属于完全定位
工件用夹具装夹加工影响定位精度的因素主要是定位误差安装误差加工误差三个方面
粗基准因精度要求不高所以可重复使用
车床工作精度车槽切断试验的目的是考核车床主轴系统及刀架系统的抗振性能
为防止工件变形夹紧力要与支承件对应不能在工件悬空伸处夹紧
渗氮层因较厚工件经渗氮后仍能精车或粗磨
利用扩大螺距传动系统车削螺纹时主轴转速只能在一定范围内更换
为使中碳结构钢获得较好的综合力学性能可采用调质热处理方法
对大型薄壁零件的装夹加工为减小变形常采用增加辅助支承改变夹紧力作用点和增大夹紧力作用面积等措施
工序集中就是将许多加工内容集中在少数工序内完成使每一工序的加工内容比较多
网纹支承钉有利于增大摩擦力常用于水平面定位
对于所有表面都需加工的零件应选择加工余量大的表面作为粗基准
预备热处理安排在加工工序后进行以改善切削性能消除加工过程中的内应力
了解零件的功用结构特点及与其它相联零件的关系分析各项公差和技术要求是车削合格零件的主要关键所在
多拐曲轴对曲柄轴颈间的尺寸和位置精度是通过准确定位装夹来实现的
零件图是编制工艺规程最主要的原始资料
热门题库
更多
普通车床车工
涂装工考试
初级冷作钣金工
中级冷作钣金工
高级冷作钣金工
铆工
冷作钣金工技师
热处理工考试
制冷设备维修工
天车工考试
加工中心操作工考试
数控线切割操作工
内燃机械修理工考试
机械铸造工考试
轧钢专业质量检验工考试
贵金属首饰手工制作工
 湘公网安备 43130202000226号
湘公网安备 43130202000226号