首页
试卷库
试题库
当前位置:
X题卡
>
所有题目
>
题目详情
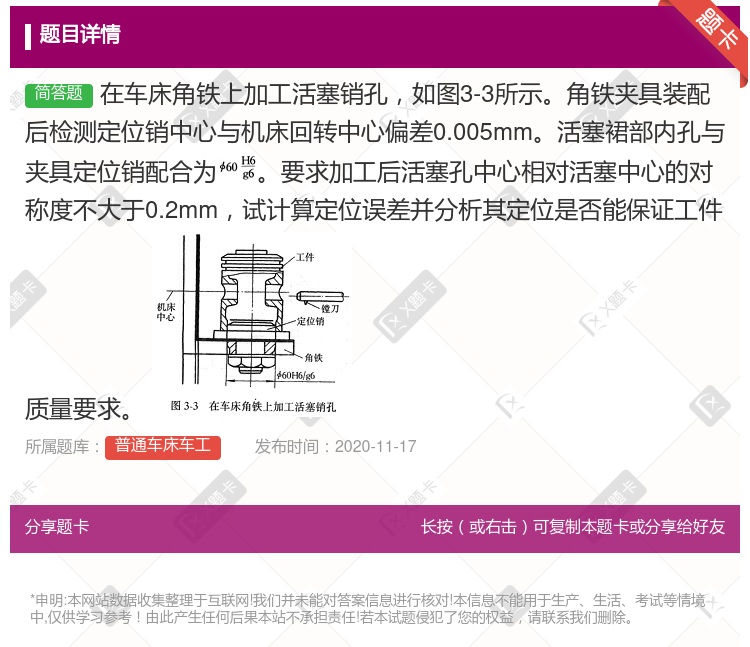
在车床角铁上加工活塞销孔,如图3-3所示。角铁夹具装配后检测定位销中心与机床回转中心偏差0.005mm。活塞裙部内孔与夹具定位销配合为。要求加工后活塞孔中心相对活塞中心的对称度不大于0.2mm,试计...
查看本题答案
包含此试题的试卷
普通车床车工《问答》真题及答案
点击查看
你可能感兴趣的试题
车床上加工壳体支座等类零件时选用床夹具
角铁式
花盘式
心轴类
四爪卡盘
在车床角铁上加工活塞销孔如图3-3所示角铁夹具装配后检测定位销中心与机床回转中心偏差0.005mm
在车床花盘角铁上加工工件要达到位置公差平行度垂直度要求主要应注意些什么
在车床上用花盘角铁装夹加工一齿轮泵体内孔已知一孔到底座的距离为60mm±0.06mm专用心轴的直径
轴承座可以在角铁上安装加工角铁装上后首先要检验角铁平面对的平行 度检验合格后即可装夹工件
工件
主轴轴线
机床
夹具
在直角铁上加工工件直角铁安装工件的平面与车床床身导轨不平行会造成
孔相互之间的平行度超差
孔与安装基面达不到平行度要求
孔的中心距超差
孔的形状精度超差
在花盘的角铁上加工工件时借助在车床主轴锥孔内装入的专用心轴测量角铁平面至主轴轴线的距离
可以
不能
只能
在车床上常用的夹紧方法有三爪自定心卡盘夹紧四爪单动卡盘夹紧等
液压夹紧
氯动夹紧
在花盘上和在花盘的角铁上夹紧
专用夹具
在直角铁上加工工件孔与安装基面达不到平行度要求的主要原因是
角铁安装工件的平面与车床床身导轨不平行
起刀量大
走刀量小
工件的中心距安装不正确
关于角铁式车床夹具不正确的表述有
它的结构特点具有类似角铁的夹具体
夹具以夹具体上的定位止口和主轴孔合并紧固
夹具上设置了配重块,使回转运动时平衡
夹具遵循基准重合原则设计定位装置,夹紧必须可靠
在车床花盘角铁上加工工件要达到位置公差平行度垂直度要求 主要应注意什么
在车床上用花盘角铁装夹加一齿轮泵体内孔已知一孔到底座的距离为32mm±0.06mm专用心轴的直径为
卡盘式及角铁式加床夹具中结构对称
卡盘式车床夹具
角铁式车床夹具
两种都是
两种都不是
采用花盘角铁车削工件为保证形位精度
花盘表面应淬火处理,以提高硬度,角铁表面应表面镀铬
花盘表面应在车床上车削,角铁表面应表面镀铬
花盘表面应淬火处理,以提高硬度,角铁表面应表面刮研
花盘表面应在车床上车削,角铁表面应表面刮研
在车床上车削减速器箱体上与基准面平行的孔时应使用花盘角铁进行装夹
计算题在车床角铁上加工活塞销孔如图所示角铁夹具装配后检测定位销中心与机床回转中心偏差0.005mm活
除了顶尖拨盘三爪自定心卡盘等通用夹具外安装在车床主轴上的专用夹具通常可分为夹头式卡盘式角铁式和花盘式
离心式
直线进给式
弹簧式
心轴式
角铁式车床夹具常用于加工壳体支座接头等类零件上的外圆柱面及端面当被加工工件的主要定位基准 是平面被加
在直角铁上加工工件孔与安装基面达不到平行度要求的主要原因是
角铁安装工件的平面与车床床身导轨不平行
走刀量较大
车床主轴轴承间隙过大
热门试题
更多
车削中自激振动的产生与否在很大程度上取决于切削刀具选择的合适与否
工件的公差必须大于工件在夹具中定位后加工产生的误差之和
夹具夹紧力的确定应包括夹紧力的大小方向和作用点三个要素
在车床上使用专用装置车削非正多边形每相邻两把刀具之间伸出刀盘外长度的差值等于两邻边与其对边的距离一半
生产中常通过切削加工后的工件精度来考核机床的几何精度
工序集中或分散的程度和工序数目的多少主要取决于生产规模和零件结构的特点及技术要求
根据某一工件某一工序的加工要求而设计制造的夹具称为专用夹具
选择平整和光滑的毛坯表面作为粗基准其目的是可以重复装夹使用
在卧式车床上加工曲轴可在车床上装一个偏心夹具使曲柄轴颈的中心线与车床的回转轴线重合逐段地车削各曲柄颈
选择定位基准时为确保外形与加工部位的相对正确应选加工表面作为粗基准
装夹长轴一端用卡盘夹持夹持部分较长另一端用中心架支承共限制了六个自由度这种定位方式既是部分定位又是重复定位
重复定位的定位精度较差所以是不允许采用的
机床的制造安装误差以及长期使用后的磨损是造成加工误差的主要因素
加工橡胶材料为保证车削顺利车刀应尽可能选用很大的前角和后角
渗碳一般适用于4540Cr等中碳钢或中碳合金钢
定位基准的作用是用来保证加工表面之间的相互位置精度
应尽可能采用设计基准或装配基准作为工件的定位基准
在机械加工工序和热处理工序间流转及存放时丝杠须垂直倒挂以免引起丝杠的自重变形
车削加工中工序数量材料消耗机械加工劳动量等很大程度取决于所确定工件的毛坯
安排加工顺序的原则就是先用粗基准加工精基准再用精基准来加工其它表面
制定工艺路线是零件由粗加工到最后装配的全部工序
夹紧力的作用点应跟支承件相对否则工件容易变形和不稳固
预备热处理包括退火正火时效和调质通常安排在粗加工之前或之后进行
最终热处理一段用来提高材料的强度和硬度
精度较高的零件粗磨后安排低温时效以消除应力
工件定位并不是任何情况下都要限制六个自由度
两销一面定位使用削边销时应注意使削边销的横截面长轴垂直于两销连心线
斜楔夹紧的工作原理是利用其斜面移动时所产生的压力楔紧工件的
辅助支承的作用是防止夹紧力破坏工件的正确定位和减少工件的受力变形
工件使用大平面定位时必须把定位平面做成微凸形
热门题库
更多
涂装工考试
初级冷作钣金工
中级冷作钣金工
高级冷作钣金工
铆工
冷作钣金工技师
热处理工考试
制冷设备维修工
天车工考试
加工中心操作工考试
数控线切割操作工
内燃机械修理工考试
机械铸造工考试
轧钢专业质量检验工考试
贵金属首饰手工制作工
熔化工考试
 湘公网安备 43130202000226号
湘公网安备 43130202000226号